|
|
|
|
ЛИНИЯ ПО ПЕРЕРАБОТКЕ ШИН ПОЛУАВТОМАТИЧЕСКАЯ (ВАЛЬЦЫ)
 |
| |
|
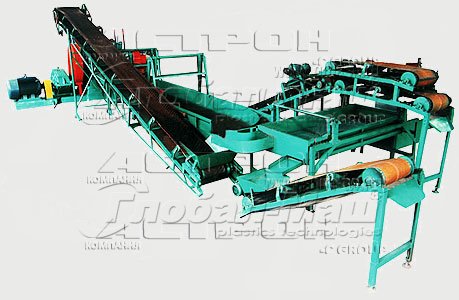
ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗМЕЛЬЧЕНИЯ ШИН серии SKP эконом-класса . Производительность по шинам 50-2000кг/ч в зависимости от комплектации. Размер резиновой фракции на выходе 0,25-0,8мм.
Линия включает в себя оборудование для поэтапной разделки и измельчения шин, сепарации частиц проволочного и текстильного корда, разделения частиц резины на фракции. Линия оснащена высококачественным и надежным оборудованием от лучших китайских производителей. Представляет собой экономичное решение, проста в эксплуатации и обслуживании.
|
| |
|
Общие основные характеристики линий
|
| |
|
|
|
Варианты линий по переработке шин :
|
|
 Полуавтоматическая линия по переработке шин производительностью 50-100кг/ч модель SKP-100 Полуавтоматическая линия по переработке шин производительностью 50-100кг/ч модель SKP-100
Полуавтоматическая линия по переработке шин производительностью 100-150кг/ч модель SKP-150
Полуавтоматическая линия по переработке шин производительностью 200-300кг/ч модель SKP-300
Полуавтоматическая линия по переработке шин производительностью 300-400кг/ч модель SKP-400
Полуавтоматическая линия по переработке шин производительностью 500-600кг/ч модель SKP-600
Полуавтоматическая линия по переработке шин производительностью 1000-1200кг/ч модель SKP-1200
Полуавтоматическая линия по переработке шин производительностью 1500-1800кг/ч модель SKP-1800
Полуавтоматическая линия по переработке шин производительностью 2000-2400кг/ч модель SKP-2400
|
| |
|
Описание технологического процесса:
|
|
Секция разделки шин:
Секция измельчения и сепарации:
- Станок для вырезания боковин производит первичную разделку шины, вырезая одну боковину.
- Станок, работающий по принципу дисковых механических ножниц, разрезает покрышку на ленту шириной от 30 до 70 мм (в зависимости от настроек).
- Станок для нарубки рубит предварительно нарезанную ленту на чипсы 35*35 мм.
- Отдельный станок выжимает бортовую проволоку из предварительно вырезанной боковины шины. Куски резины перемещаются на следующий этап переработки, проволочные кольца складируются.
- Нарубленные чипсы и куски резины от боковин помещаются на движущуюся ленту транспортера и подаются в специальные вальцы, где происходит их измельчение.
- Ленточный транспортер подает крошку на вибростол для первичной сепарации. Отбракованные по размеру частицы подаются на повторное измельчение, прошедшие сито частицы подаются далее.
- Магнитный сепаратор осуществляет отделение частиц стальной проволоки на двух уровнях. Очищенная крошка ленточным транспортером подается далее. Частицы стального корда переносятся ленточным транспортером для складирования
- Трехуровневый вибростол производит сепарацию крошки по трем фракциям, а также отделяет частицы текстильного корда.
- Посредством ленточных транспортеров резиновая крошка подается на фасовку в мешки.
- Дополнительно можно применять воздушные сепараторы для глубокой очистки резиновой крошки от частиц текстильного корда.
- Также возможно применение дополнительного магнитного сепаратора для более глубокой очистки резиновой крошки от частиц стального корда.
- Чистота крошки от примесей текстиля зависит от типа корда перерабатываемых покрышек. Самая качественная крошка получается при переработке шин с металлическим типом корда. При переработке резиновых чипсов с текстильным типом корда может снижаться производительность и качество продукции на выходе.
- Фасовка крошки механическая в мешки по 25-50 кг.
- Металл и текстильное волокно отводятся в накопители.
- Крошка на выходе трех фракций: 0,6-0,8мм / 0,45-0,6мм / 0,25-0,45мм Размеры крошки можно регулировать путем подбора ячеек сортирующего сита.
|
|
|
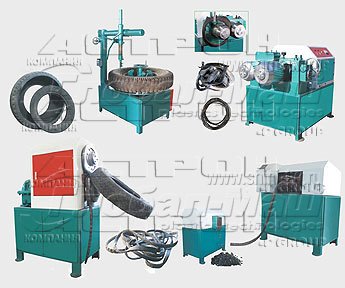
| Секция разделки шин |
|
|
|
Состав и функции:
1. Станок для вырезания боковин QQ-1200
Изношенные шины помещают на станок для вырезания боковин для первичной разделки шины. Вырезается одна боковина. В комплект входит запасной нож.
2. Станок для нарезки шины на ленты QT-38
Шину без боковины закрепляют на станке. Станок, работающий по принципу дисковых механических ножниц, разрезает покрышку на ленту шириной от 30 до 55 мм (в зависимости от настроек). Оператор останавливает нарезку в нескольких сантиметрах от посадочного кольца. В комплект входят запасные дисковые ножи - 1 пара.
3. Станок для нарубки чипсов QK-45
Станок рубит предварительно нарезанную ленту на чипсы 35*35 мм. Ножи можно повторно затачивать. Комплект входят два набора запасных ножей.
4. Станок для выжимания бортового кольца NQ-1200
Боковины после нарезки, а также бортовое кольцо, оставшееся после нарезки полос, помещается между валками данного станка. Станок производит механическое выжимание бортовой проволоки до его полного отделения от резины.
|
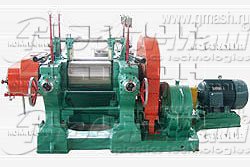
| Секция измельчения и сепарации |
 |
|
Состав и функции :
1. Вальцы
Перерабатывают фрагменты резины до 35*35 мм (чипсы) в резиновый порошок нескольких фракций. Валки оснащены системой водяного охлаждения
2. Вибростол первичной очистки
Первичное разделение резиновой крошки по размеру частиц.
3. Магнитный сепаратор
Осуществляет отделение частиц стальной проволоки на двух уровнях.
4. Вибростол трехсекционный
Сепарация резиновой крошки по трем фракциям и отделее текстильного волокна.
5. Ленточные транспортеры
Подача крошки к магнитному сепаратору, на вибростол, подача чипсов и возврат отбракованной крошки в вальцы, подача просеянной фракции на фасовку в мешки.
|
|
|
| |
| Фото работающей линии |
 |
|
Вы можете заказать полный комплекс оборудования, необходимый для организации производства, который будет оптимально просчитан и адаптирован под Ваши задачи с техническим и технологическим обеспечением.
Мы производим шеф-монтаж, пусконаладочные работы, гарантийное и послегарантийное сопровождение. Наши специалисты проведут консультации по правильной подготовке производственного помещения для установки оборудования и прокладке необходимых коммуникаций, а также осуществят обучение персонала.
|
|
 |
|
|
|

